Conveyor Chain Manufacturer: A Complete Guide
Conveyor chains play an important role in modern industrial systems because they allow the smooth flow of materials along production lines. The strength and effectiveness of these customized chains provide trouble-free operations in challenging environments such as mining, cement, medicines, and manufacturing. Conveyor chains' strong durability, high bearing capacity, and maintenance-free operation make them essential for raising output and decreasing downtime. As a leading manufacturer in Gujarat, we offer customized solutions that meet the unique demands of various industries across India.
What is a Conveyor Chain?
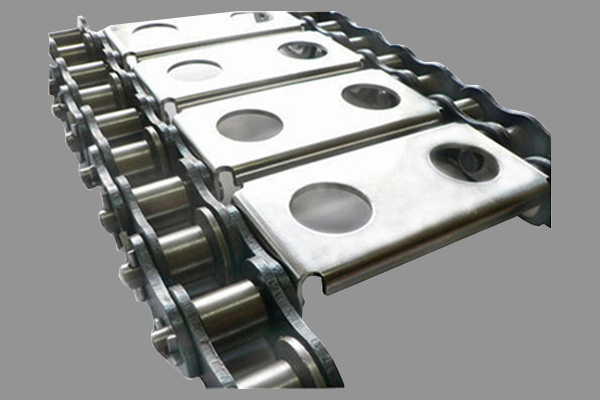
A Conveyor Chain is an essential component in various industrial applications, designed to move materials efficiently within a conveyor system. It comprises a series of interconnected links and bearings, allowing it to handle heavy loads and operate under demanding conditions. These chains are commonly used in industries like mining, cement, pharmaceuticals, and manufacturing, where they transport raw materials, products, and components through different stages of production. Conveyor Chains are known for their durability, high load-bearing capacity, and low maintenance requirements, making them essential for optimizing industrial processes.
Key Features of Conveyor Chains
When choosing a Conveyor Chain manufacturer, it’s essential to focus on the features that make sure the chain's performance, durability, and quality. Here are the key features of our Conveyor Chains:
- Maintenance-free: Our conveyor chains are engineered to require minimal maintenance, making sure long-lasting performance and reducing operational downtime.
- High Bearing Capacity: Designed to carry heavy loads, our chains are perfect for demanding applications in industries like mining, cement, and manufacturing.
- Durable Finish Standards: We use high-quality materials and advanced manufacturing processes to produce conveyor chains that withstand harsh conditions and deliver consistent performance over time.
Applications of Conveyor Chains
Mining Industry:
The mining industry is one of the most demanding environments for Conveyor Chains. The chains are used to transport raw materials, minerals, and heavy loads under challenging conditions, including exposure to abrasive materials and extreme temperatures.
- Supply Locations: Our Conveyor Chains are widely used in the mining sectors of Banaskatha, Gujarat, and Dhanbad, India. These chains are trusted for their durability and ability to withstand the rigors of mining operations.
Cement Industry:
Cement production involves heavy and continuous operations that require reliable conveyor systems. Conveyor Chains play a critical role in moving raw materials, clinker, and cement within the plant, often under harsh conditions that include dust, heat, and heavy loads.
- Cement Companies: Leading cement manufacturers like Ambuja Cement, Gujarat Sidhee Cement, JK Laxmi Cement, Sanghi Cement, and UltraTech Cement rely on our Conveyor Chains for their operations. The durability and high bearing capacity of our chains make them an ideal choice for the cement industry.
Pharmaceutical Industry:
In the pharmaceutical industry, precision and cleanliness are essential. Conveyor Chains are used in various stages of production, including material handling and packaging. The chains must meet stringent industry standards to ensure make sure safety and efficiency.
- Pharmaceutical Companies: Companies like Sun Pharma, Dr. Reddy's Laboratories, Divis Laboratories, and Cipla use our Conveyor Chains in their production processes. Our chains are designed to meet the specific requirements of pharmaceutical manufacturing, including resistance to contamination and wear.
Agricultural Machinery:
The agricultural sector utilizes Conveyor Chains in equipment such as harvesters, conveyors, and other machinery. These chains need to be strong robust and resistant to the harsh conditions often encountered in agricultural operations, such as dirt, moisture, and varying loads.
- Agricultural Applications: Our Conveyor Chains are built to last in tough agricultural environments, providing reliable performance in machinery that operates under strenuous conditions.
Bicycles and Motorcycles:
Conveyor Chains are also critical components in the transmission systems of bicycles and motorcycles. These chains need to be durable and capable of providing smooth, efficient power transfer to ensure make sure optimal vehicle performance.
- Transmission Systems: Our Conveyor Chains are used by manufacturers in the automotive sector, particularly in the production of bicycles and motorcycles, where precision and durability are paramount.
Conclusion
Our Conveyor Chains are known for their maintenance-free design, high bearing capacity, and durable finish standards. Whether you are in the mining, cement, pharmaceutical, agricultural, or automotive industry, our chains offer the performance and quality you need to keep your operations running smoothly. Investing in high-quality Conveyor Chains is essential for the efficiency and quality of your operations. As a leading Conveyor Chain manufacturer in Ahmedabad, Gujarat, we are dedicated to providing products that meet the needs of varies industries across India.
Our Range of Industrial Equipment:





For more information about our Conveyor Chains and how they can benefit your business, please call us at +91 9725054977 or email us at experteng@hotmail.com. Explore our range of products and discover how we can help optimize your industrial processes.
# Conveyor Chain Manufacturer & Supplier | Conveyor Chain Manufacturer & Supplier | Railway Track Accessories Manufacturer & Supplier | Link Chain Manufacturer & Supplier | Industrial Sprocket Manufacture & Supplier

